Nie wymaga specjalnego dowodu, że wiertło w trakcie pracy traci ostrość części tnącej, to znaczy po prostu staje się matowe. Nudne wiertło nie budzi obaw, dopóki nie będzie potrzebne. Nagle okazuje się, że nie można pracować z zużytym lub tępym wiertłem. Pozostaje tylko żałować, że geometria i rozmiar wiertła nie zostały przywrócone na czas. W tym artykule wyjaśniono, jak ostrzyć spiralne wiertło, a także twarde wiertło stożkowe do wiercenia w betonie.

Jak prawidłowo naostrzyć wiertło spiralne
Nie należy martwić się ostrzeniem wiertła na drzewie, takie wiertło może pracować przez wiele miesięcy, a nawet lat bez ostrzenia. Niestety, nie można powiedzieć o wiertarce do metalu, która musi być ostra. Oznacza to, że można wiercić metal za pomocą wyjątkowo ostrego, dobrze szlifowanego wiertła.
Ostre skrzypienie na początku wiercenia jest charakterystyczne dla utraty ostrości wiertła. Wiertarka, która nie jest naostrzona na czas, wytwarza więcej ciepła i dlatego zużywa się nawet szybciej niż ostry.
Możesz ostrzyć wiertło na specjalnych maszynach lub za pomocą narzędzi. Oczywiście, jeśli to możliwe, najlepiej jest to robić na specjalnym sprzęcie. Ale w domowych warsztatach takich maszyn z reguły nie, więc musisz użyć zwykłej elektrycznej szlifierki z kamieniem.

Główne elementy wiertła krętego.
Zastanówmy się więc, jak wyostrzyć wiertło do metalu? Rodzaj ostrzenia zależy od kształtu, który należy nadać tylnej powierzchni wiertła i może być jednopłaszczyznowy, dwupłaszczyznowy, stożkowy, cylindryczny i śrubowy.
Ostrzenie wiertła wykonuje się na tylnych krawędziach. Wiertło obu zębów (długopis) powinno być ostrzone dokładnie tak samo. Ręczne wykonywanie tego nie jest łatwe. Nie jest również łatwe ręczne utrzymanie pożądanego kształtu tylnej powierzchni i pożądanego kąta pleców. 2
20 1. Ostrzenie jednopłaszczyznowe wiertła charakteryzuje się tym, że tylna powierzchnia pióra jest wykonana w postaci jednej płaszczyzny. Kąt oparcia w tym przypadku wynosi od 28-30 °. Wiertło jest po prostu przymocowane do okręgu, tak że część tnąca biegnie równolegle do okręgu i nie obraca się, bez poruszania wiertłem, wykonuje się ostrzenie. Przy takim ostrzeniu podczas wiercenia można wyciąć krawędzie tnące wiertła, co jest wadą tej metody ostrzenia. Jest to najprostszy sposób ręcznego ostrzenia, który można wykorzystać do cienkiego wiertła o średnicy 3 mm. 2
2. Wiertła o średnicy większej niż 3 mm są korzystnie ostrzone stożkowo. Ręcznie bez umiejętności takie wyostrzanie jest trudne, ale możliwe. Wiertło jest pobierane lewą ręką przez część roboczą jak najbliżej stożka wlotowego, a prawą rękę przez ogon. Wiertło jest dociskane do końca kamienia szlifierskiego krawędzią tnącą i powierzchnią tylnej części, i lekko kołysze się prawą ręką, tworząc zwężającą się powierzchnię na tylnej powierzchni pióra. Wiertło podczas ostrzenia nie odrywa się od kamienia, ruchy dłoni są powolne i gładkie. W przypadku drugiego pióra wszystko jest powtarzane w ten sam sposób. 
Przesuń wiertło krawędzią tnącą do ściernicy.

Obróć wiertło w dół, a następnie ponownie w górę.
Podczas ostrzenia powinieneś starać się jak najlepiej zachować oryginalny kształt powierzchni fabrycznej tylnej części, aby utrzymać żądane tylne narożniki. Jeśli ostrzenie jest wykonane prawidłowo, to na wiertarkach o średnicy do 10 mm jest to wystarczające. Przy średnicach większych niż 10 mm, ostrzenie to można poprawić przez przycięcie przedniej powierzchni, jak pokazano na zdjęciu:

Punkt pod powierzchnią przednią.
Jaki jest sens? Poprzez zmniejszenie kąta natarcia i zwiększenie kąta krawędzi tnącej wzrasta odporność na wykruszanie, co wydłuża żywotność wiertła. Ponadto szerokość krawędzi poprzecznej staje się mniejsza. Krawędź poprzeczna nie wierci, ale drapie metal w środkowej części otworu. Na drugim rysunku wyraźnie widać, że jest on tutaj skrócony, co ułatwia wiercenie.
W przypadku wierteł o wybranym małym kącie grzbietu tylną powierzchnię można dalej zaostrzyć. Wiertło jest mniej niż wcierane w otwór otworu tylną powierzchnią. Patrz zdjęcie:

Podcięcie jest podcięte.
W warunkach produkcji po ostrzeniu z reguły wykonuje się wykończenie, które wygładza powierzchnię, usuwając małe nacięcia. Wiertło, na którym wykonywane jest wykończenie, zużywa mniej niż tylko zaostrzone wiertło. Jeśli to możliwe, powinieneś wykonać wykończenie.
Do wykończenia należy użyć kamieni szlifierskich wykonanych z zielonego węglika krzemu (gatunek 63C, wielkość ziarna 5-6, twardość M3-CM1) na spoiwie bakelitowym, a także kółka z elbor LO (wielkość ziarna 6-8) na wiązaniu bakelitowym .
Poniżej przedstawiamy Twoją uwagę na doskonały wybór filmów szkoleniowych, dzięki czemu możesz dokładnie wyostrzyć swoje ćwiczenia.
Wideo: Ręczne ostrzenie spiralnych wierteł. Część - 1.
Wideo: Ostrzenie wierteł spiralnych.Część - 2.
Wideo: Ostrzenie wierteł spiralnych. Część - 2.
Wideo: Szycie w żebrze mostka. Część - 3.
Wideo: Ostrzenie wierteł to aplikacja.
Wideo: Ostrzenie wierteł to aplikacja.
Jak wyostrzyć szpiczaste wiertło z kranami
Ostre wiertło może również stać się tępe. Tępe wiertło przegrzewa się podczas pracy, wierci słabo i wydaje silny dźwięk krzyczący. Oczywiście możesz zmienić ćwiczenie, kupując nowe, ale lepiej jest je zapisać i wyostrzyć własnymi rękami. W tym celu potrzebna jest maszyna do ostrzenia (ostrzałka elektryczna) z kamieniem diamentowym i płynem chłodzącym. Zwykły kamień szmerglowy nie nadaje się do ostrzenia wiertła z wygranej. Przed rozpoczęciem wyostrzania upewnij się, że jest to możliwe. Aby to zrobić, zmierz wysokość części tnącej wiertła. Z wysokością części tnącej wiertła, to jest możliwe lutowanie około 10 mm ostrzenia.
Nie zapominaj: im twardszy materiał, tym mniejsza powinna być prędkość szlifowania. Prędkość kątowa (liczba obrotów kamienia) podczas ostrzenia najbiedniejszego wiertła powinna zostać zmniejszona niezależnie od tego, jakie narzędzie jest używane do ostrzenia.
Ostrzenie wiertła wykonuje się za pomocą krótkich dotknięć wiertłem z kamienia ściernego. Wiertarka Pobeditovoe szybko ostrzy, co do zasady wystarczy tylko poluzować tam poluzowane krawędzie, dlatego należy dokładnie kontrolować proces, aby nie odciąć nadmiaru od powierzchni roboczej wiertła.
Zaleca się szlifowanie wierteł z kranami, podobnie jak w przypadku prostych wierteł o małej średnicy, tzn. Należy wyostrzyć powierzchnię tylną płasko. W tym samym czasie, tylna powierzchnia powinna być zaostrzona, jak pokazano na zdjęciu, przez szlifowanie wiertła do lutowania:

Ostrzałka z lutowaniem.
Wskazane jest wyostrzenie przedniej powierzchni. Jeśli lutowanie jest już wykonane aż do samego wiertła, to po prostu nie można obejść się bez podcięć, ponieważ miękki metal wychodzi na krawędź tnącą z przedniej powierzchni. Przednia powierzchnia jednocześnie osłabia, tak że grubość środka lutowania staje się mniejsza.

Punkt lutowania pod powierzchnią czołową.
Podczas ostrzenia wiertła staraj się być precyzyjny i uważaj, aby jego boki były tego samego rozmiaru. Jeśli nie uda się tego osiągnąć, wtedy przesunięty środek kręgosłupa koniecznie doprowadzi do tego, że otwór wiertniczy zostanie powiększony i nierówny. Niezależnie od urządzenia, na którym wykonywane jest szlifowanie, konieczne jest kontrolowanie stosunku przednich i tylnych rogów krawędzi tnącej w kierunku obrotu. Kolejna zasada, której należy przestrzegać, aby odpowiednio wyostrzyć wiertło do betonu: im twardszy materiał, tym większy kąt ostrzenia. Aby wygrać, wynosi 170 stopni.
Podczas ostrzenia wiertła nie wolno podgrzewać, ponieważ mogą wystąpić pęknięcia i płytki węglikowe mogą się odłączyć. Aby temu zapobiec, należy okresowo chłodzić wiertło cieczą. Do chłodzenia można użyć zwykłej wody.
Oferujemy wybór filmów na temat ostrzenia wierteł z końcówkami pokavitovymi.
Wideo: Ostrzenie wierteł do dziurkowania. Część - 1.
Wideo: Ostrzenie wierteł dla dziurkacza. Część - 2.
Wideo: Ostrzenie wierteł do uderzenia. Część - 2.
Szukaj
Powiązane artykuły
Podłączenie generatora do sieci domu wiejskiego - schematy i wszystkie sposoby

W zależności od modelu autonomicznego zasilania i układu panelu wejściowego, połączenie generatora z siecią domu wiejskiego może się nieco różnić w szczegółach. Istnieją dobrze znane różnice między...
Plastikowa piwnica do dawania - wybór i instalacja (+ schematy)
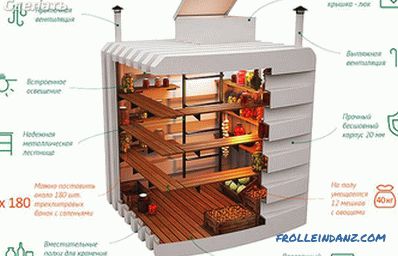
Przechowywanie żywności to gorący problem dla wszystkich właścicieli domów. Jako alternatywę dla przechowywania warzyw i ochrony zbudowanej z betonu lub cegły, warto rozważyć piwnicę z tworzywa sztu...
Jak zrobić balustradę na schody

Piękna klatka schodowa często pełni rolę wizytówki prywatnego domu, którego integralną częścią jest poręcz. Należy zauważyć, że głównym celem funkcjonalnym tego projektu jest możliwość wygodnego prz...
Jak ogrzać rurę kanalizacyjną - izolacja rur kanalizacyjnych

Do tej pory lokalne ścieki w domu lub domku nie są uważane za luksus. Właściciele mają prawo do wyboru szamba według własnego uznania. Aby spuścić do niej ścieki, połóż rurociąg na zewnątrz. Nieprze...
Jak zrobić okno nachylenia

Jedną z najważniejszych operacji wykonywanych przy wymianie bloków okiennych jest produkcja nachyleń, których jakość ostatecznie decyduje o wyglądzie całego okna jako całości. Obecnie w praktyce bud...