Jakość tarcicy zależy od właściwości drewna okrągłego, a dokładniej od jego wad.

Jakość tarcicy zależy od oznak drewna okrągłego, czyli obecności w nich wad.
Dokumentacja regulacyjna wad ma więcej niż 80, ale gatunek materiałów jest określany tylko przez 10 rodzajów wad (znaków).
Dlatego przed zrozumieniem sortowania tarcicy należy zrozumieć, jakie oznaki drewna okrągłego wpływają na ten proces.
Informacje o odmianach drewna okrągłego i tarcicy
Początkowo drewno okrągłe, w zależności od rodzaju drewna, dzieli się na dwie grupy: iglastą i liściastą. Następnym krokiem jest podział grubości. Dla obu grup drewna o grubości istnieją trzy typy: małe, średnie i duże.
Przez rodzaj przetwarzania drewno okrągłe jest podzielone na cztery grupy. Może to być:
- Użyj w kształcie okrągłym.
- Zamień się w ścieru drzewnego lub recyklingu do celulozy.
- Zamień się w fornir przez obieranie lub struganie.
- Zamień się w drewno.
Drewno jest podzielone na cztery stopnie:

Rysunek 1. Wzór cięcia batów.
- 1 stopień jest uzyskiwany z kolby kłody, w której praktycznie nie ma węzłów;
- 2 stopień uzyskuje się z kolby i środkowej części, z małą liczbą węzłów;
- 3 i 4 klasy można uzyskać z dowolnej części dziennika;
- najwyższa, wybrana klasa jest wyróżniona w osobnej kategorii.
Rodzaj sortowania tarcicy jest określony przez:
- dla deski - przez jej najgorszą stronę lub krawędź;
- dla pręta lub pręta - przez najgorszą stronę.
Z której części tarcicy biczowej, jaki rodzaj tarcicy można uzyskać, wynika jasno z rysunku 1.
Głównymi oznakami stopnia są następujące:
- węzłów;
- barwienie grzybów i zgnilizna;
- barwienie chemiczne;
- ślady pozostawione przez owady;
- pękanie i deformacja;
- konsekwencje zakłócenia kształtu pnia;
- wady struktury drewna;
- rany;
- naturalne (normalne) osady drewna;
- defekty leczenia i uszkodzenia transportowe.
W procesie sortowania tarcicy każda klasa musi spełniać określone wymagania dotyczące braku wad. Podajemy tylko wymagania dotyczące węzłów i pęknięć.

Tabela odmian surowego drewna i łodygi.
Wybrana odmiana. Żadne wady, z wyjątkiem węzłów, nie są dozwolone. Węzły mogą mieć nie więcej niż 2 na 1 m długości. Na brzegach desek dopuszcza się części węzła, których rozmiar nie przekracza 20% jego średnicy.
- 1 klasa. Nie powinno być żadnych węzłów o średnicy większej niż 10 mm, węzłów, które mogą wypaść w dowolnym momencie, i zagłębień pozostałych po już upuszczonych węzłach. Całkowita długość pęknięć (nie przez) nie powinna przekraczać jednej czwartej długości materiału.
- 2 stopień. Nie powinno być żadnych wypadających węzłów i zdrowych węzłów, których średnica przekracza 20 mm. Całkowita długość pęknięć (nie przez) nie powinna przekraczać jednej trzeciej długości materiału.
- 3 stopień. Prawie wszystkie wady są dozwolone.
- 4 stopień. Imadła są określane nie dla konkretnego produktu, ale dla 1 m103 materiału.
Automatyzacja procesu piłowania
Przed rozważeniem procesu sortowania, wskazane jest ustalenie jego miejsca w łańcuchu zautomatyzowanego systemu kontroli (ACS) obróbki drewna w przedsiębiorstwie, to jest ruch kłody od wejścia do przedsiębiorstwa do gotowych produktów. Tak wygląda ta sekwencja.

Schemat cięcia pnia drzewa.
- Materiał przychodzący (logi) jest rejestrowany. Można to zrobić ręcznie lub za pomocą automatycznej linii akceptacji.
- Przycinanie i cięcie, na przykład na deskach.
- Surowe tablice sortujące przy użyciu linii lokalnej.
- Składanie desek do specjalnych maszyn, które tworzą stos, który idzie dalej do suszarni.
- Suszenie desek i ich ruch w stosach w suszarni.
- Składanie desek do linii sortowania na sucho.
Następnie pakiety są tworzone zgodnie z wynikami sortowania.
Okazuje się, że rozkład tarcicy według gatunku zaczyna się po piłowaniu kłody, czyli z tego samego okrągłego drewna, można uzyskać materiał o innej jakości, który spełnia linia sortowania na sucho. W łańcuchu przetwarzania linia sortowania znajduje się po suszeniu.
Takie miejsce lokalnego podsystemu sortowania tarcicy w łańcuchu procesowym ACS umożliwia wykrywanie węzłów, które wypadają po wysuszeniu i ostro identyfikują inne wady.
Automatyzacja procesu sortowania tarcicy
W procesie wytwarzania deski sortowanie odbywa się dwukrotnie: przed i po suszeniu.
Podczas przygotowywania do suszenia wykonuje się częściowe cięcie desek w celu wyeliminowania wad na ich końcach.Płyty są sortowane według drewna i wielkości przekrojów. Po wyschnięciu są one sortowane według jakości, a na ostatnim etapie dzielą się według długości.
Podział według wielkości przekrojów jest niezbędny do utworzenia jednolitych worków suszących, które wybierają odpowiedni tryb i czas suszenia. Grubość i szerokość są mierzone w dowolnym miejscu na desce, ale nie bliżej niż 150 mm od jej końców. W przypadku płyt niskiej jakości opakowania można formować tylko w zależności od ich grubości.
 5
5
Schemat suszenia tarcicy.
Na tym etapie operator linii, po otrzymaniu danych o wymiarach, wysyła produkt do odpowiedniego napędu, w którym tworzona jest z góry określona liczba, po czym napęd jest otwierany i materiał jest przenoszony do warsztatu suszącego. W sklepie torby do suszenia.
Drewno podzielone przez jakość może być wykonane przez kontrolera, gdy deski znajdują się na stołach ukośnych w tartaku. Jednak na stołach więcej niż 7-8 desek na minutę, kontroler nie będzie mógł sortować.
Główny podział odbywa się na przenośnikach transportowych. Kontrolę przeprowadza kilku pracowników nadzoru. Są one ustawione szeregowo wzdłuż przenośnika i ręcznie zmieniają kierunek ruchu płyt na odpowiedni napęd.
Taka metoda jest nie tylko automatyczna, ale nie można jej nazwać automatyczną.
Możliwe jest mówienie o automatyzacji procesu, jeśli tablica obraca tablicę, tak aby operator miał możliwość sprawdzenia tablicy ze wszystkich stron i po podjęciu decyzji, który stopień należy uwzględnić, wyślij ją na odpowiedni napęd. W tym celu na przenośniku znajdują się bramki, które kontroluje.
Operator może, według własnego uznania, zmienić stopień planszy. Czasami zdarza się, że biorąc pod uwagę całą długość tablicy odpowiada trzeciej klasie. Ale jest odcinek o wystarczającej długości, w którym liczba defektów spełnia wymagania wyższej klasy.
Oczywiste jest, że ta metoda podziału według odmian jest nieskuteczna i jest odpowiednia tylko dla branż o małej ilości produktów. W przypadku dużych tartaków oszczędne jest tworzenie automatycznych linii.
Nie znalazłeś odpowiedzi w artykule? Więcej informacji na ten temat:
-
Mauerlat: jak obliczyć jego wymiary?
Mauerlat: wymiary konstrukcyjne. W jakich przypadkach nie jest konieczne obliczanie rozmiaru kosiarki? Specyfika działania płytki mocy. Dwa rodzaje głównej taśmy górnego pasa ścian.
Szukaj
Powiązane artykuły
Struktura drewnianej podłogi: cechy podłóg
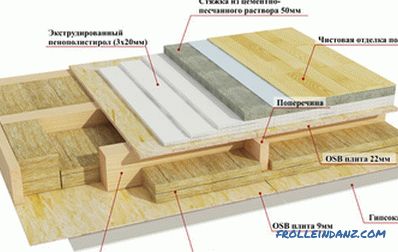
Drewniane belki stropowe mogą być używane jako podstawa do budowy sufitów międzykondygnacyjnych i podłogowych w drewnianych domach. Takie struktury muszą spełniać pewne wymagania, aby były wystarcz...
Panele słoneczne do samodzielnego montażu - jak robić w domu (+ zdjęcia)
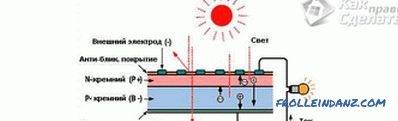
Wiele osób jest zainteresowanych tym, jak przekształcić energię słoneczną w energię elektryczną. Alternatywne źródła energii zawsze zajmowały umysły ludzi, a dzisiaj każdy może uzyskać energię słońc...
Które drzwi lepiej umieścić w łazience i toalecie

Pierwszą różnicą, która przyciąga wzrok przy wyborze drzwi do łazienki lub toalety, jest ich wielkość. Jeśli wysokość jest taka sama, jak w przypadku innych pomieszczeń, ich szerokość wynosi zazwycz...
Jak prawidłowo ułożyć drewniane podłogi: instrukcje

Obecnie drewno pozostaje jednym z najpopularniejszych materiałów budowlanych do układania podłóg. Drewno jest doskonałym materiałem na podłogi. Jest przyjazny dla środowiska, trwały i piękny...
Jak wywiercić betonową ścianę, metal, dachówkę i drewno + zdjęcie i wideo

Może się wydawać, że dziura w ścianie to kilka ciekawostek. Jeśli jednak wybierzesz niewłaściwe narzędzie dla jednego lub innego materiału powierzchniowego, wiertło może się stępić lub nawet pęknąć,...